Multi-pallet CNC machines, particularly horizontal configurations, are among the most powerful tools a manufacturer can use to boost throughput, reduce labour costs, and optimise spindle utilisation. Yet, achieving maximum productivity is not just about installing a pallet pool or adding automation—it requires careful consideration of workholding, fixture design, and operational strategy.
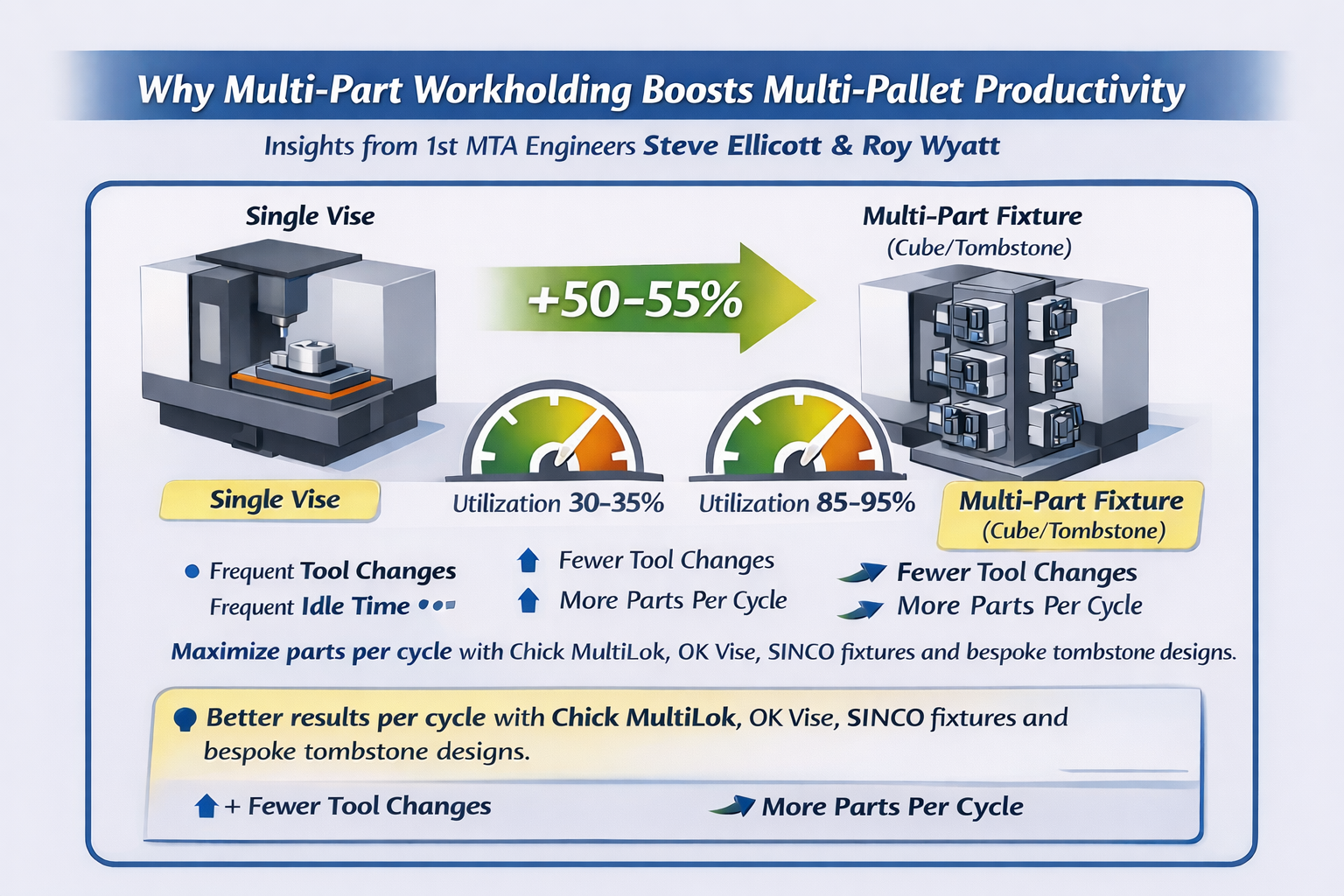
At 1st MTA, our engineers Steve Ellicott (Technical Sales Manager) and Roy Wyatt (Technical Manager) have extensive experience helping manufacturers get the most from their multi-pallet systems. This article explores why spindle utilisation gains of 85–95% are achievable, and why multi-part workholding and smart fixture design are often the difference between theoretical and real-world productivity.
Traditional single-pallet machines often run at 20–30% utilisation, largely limited by downtime for loading, unloading, and setups. Multi-pallet systems overcome these bottlenecks:
Twin-pallet systems double capacity compared to single-table machines, while pallet pools with 6–20+ pallets allow long-term unattended operation. With proper workholding and scheduling, these systems often deliver 3–4× more productive spindle time from the same machines.
Workholding: The Key to Unlocking Productivity
While multi-pallet machines provide the hardware potential, workholding determines whether that potential is realised. Poorly chosen fixtures can create bottlenecks that reduce spindle utilisation and limit lights-out operation.
A common mistake in multi-pallet setups is relying on single-station centric vices. According to Steve Ellicott:
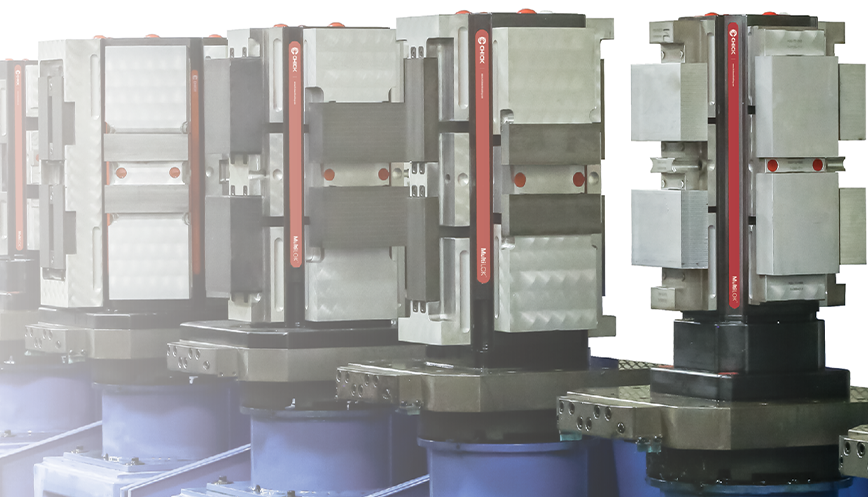
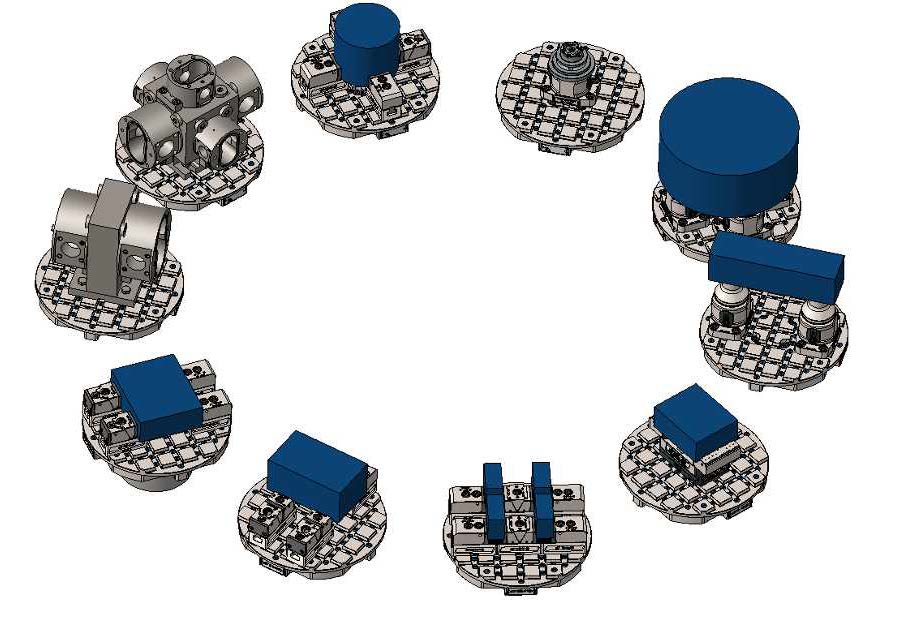
“Using a single vise on a multi-pallet machine is inefficient. To maximise productivity, use multi-part workholding—such as Chick MultiLok, OK Vise, SINCO, or bespoke cube/tombstone fixtures.”
The benefits of multi-part workholding are substantial:
Roy Wyatt adds:
“Most manufacturers aren’t running full simultaneous 5-axis work on multi-pallet machines—it’s often 3+2. In these setups, multi-part fixtures deliver the most benefit.”
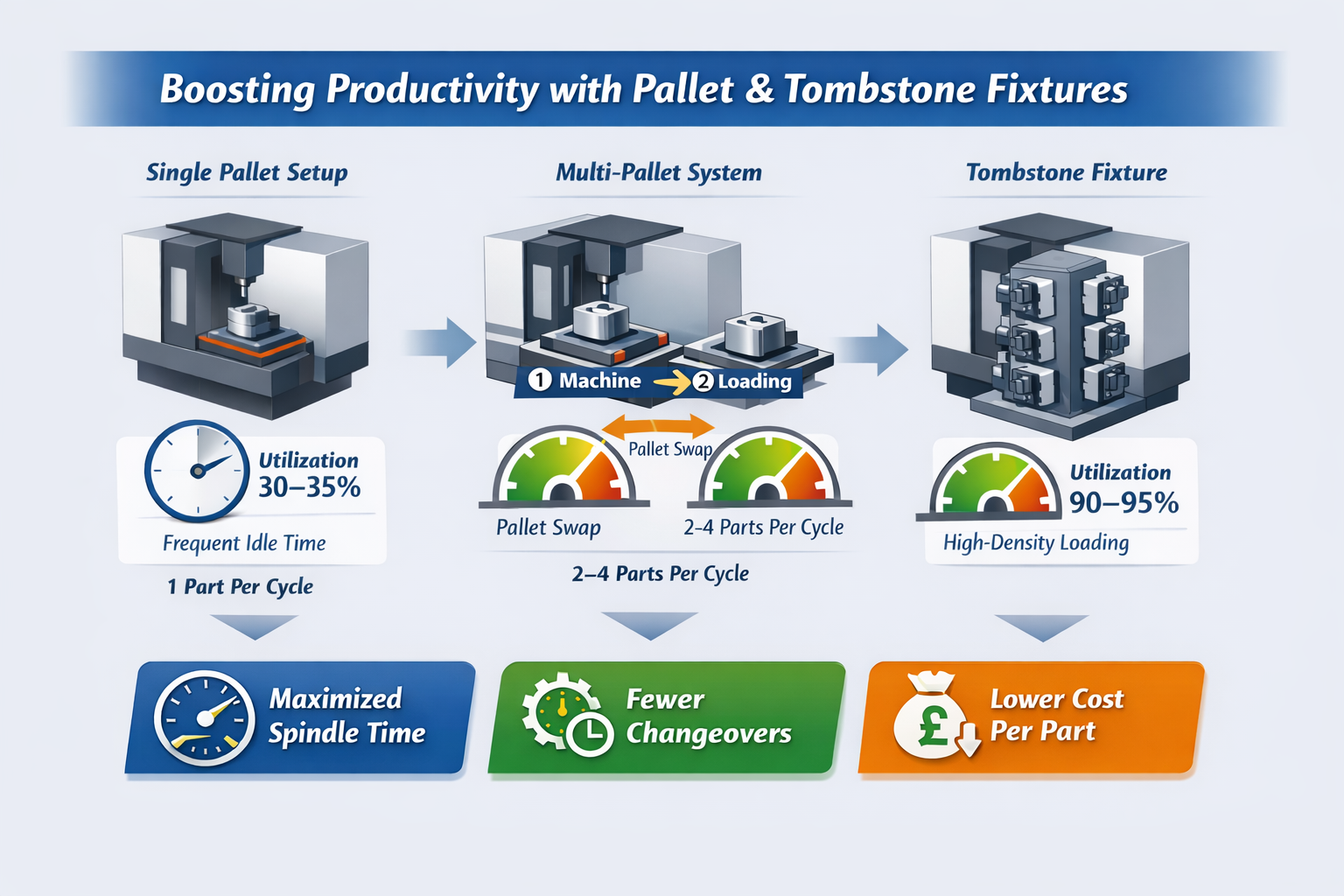
Productivity gains with multi-part fixtures are often measurable: single-vises typically achieve 30–35% utilisation, while tombstone or cube fixtures can reach 85–95%, representing a 50–55% increase in throughput per spindle.
Even with multi-pallet systems, common mistakes can dramatically reduce efficiency:
The combination of multi-pallet machines, multi-part workholding, and rotary tables represents a strategic upgrade path for modern manufacturers, balancing efficiency, flexibility, and reliability.
Visualising the Gains
The infographic demonstrates real, quantifiable productivity improvements achievable when engineers design fixtures to maximise density and accessibility.
Maximising multi-pallet CNC productivity isn’t just about machines—it’s about smart workholding, fixture design, and automation readiness.
By adopting multi-part workholding, zero-point clamping, and flexible systems, manufacturers can:
Workholding is no longer just a supporting element—it is central to achieving the full potential of multi-pallet CNC machines.
Maximising Multi-Pallet CNC Productivity